Elektroda jest niezbędnym elementem do spawania orbitalnego TIG . W spawaniu orbitalnym TIG stosuje się różne rodzaje elektrod. Elektrody określają jakość łuku, a ich geometria ma bezpośredni wpływ na jakość spawania. Oto 6 parametrów, które należy wziąć pod uwagę, aby zachować prawidłową geometrię elektrody podczas spawania TIG!
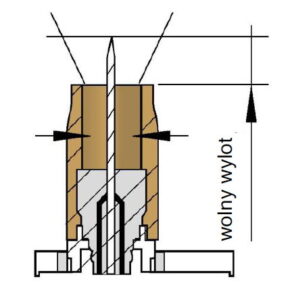 Jeśli wolny wylot elektrody jest zbyt długi, anulowany jest efekt koncentracji łuku, zaś zabezpieczenie elektrody oraz jeziorka ciekłego metalu staje się nieskuteczne. Z drugiej strony, jeśli wolny wylot jest za krótki, łuk zostanie zdławiony i nagrzewać się będzie ceramiczna dysza.
Jeśli wolny wylot elektrody jest zbyt długi, anulowany jest efekt koncentracji łuku, zaś zabezpieczenie elektrody oraz jeziorka ciekłego metalu staje się nieskuteczne. Z drugiej strony, jeśli wolny wylot jest za krótki, łuk zostanie zdławiony i nagrzewać się będzie ceramiczna dysza.
Uwaga: Zgodnie z równaniem teoretycznym – jeśli pozwala na to głębokość rowka – wolny wylot powinien wynosić 2- do 3-krotność średnicy elektrody
JAK WYBRAĆ ELEKTRODĘ DO SPAWANIA ORBITALNEGO TIG?
 Jest to najważniejszy parametr dotyczący charakterystyki łuku oraz geometrii spoiny. Jest to integralna część procedury spawania.
Jest to najważniejszy parametr dotyczący charakterystyki łuku oraz geometrii spoiny. Jest to integralna część procedury spawania.
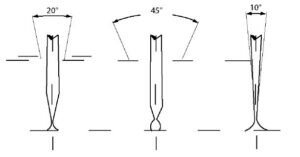
Ten kąt ma bezpośredni wpływ na szerokość penetracji.
Uogólniając: kąt około 10° rozszerzy łuk (wysokie napięcie łuku) – łuk kopułowy – lecz z łukiem koło 45° zapewni bardziej kolumnowy łuk (zmniejszone napięcie łuku). Kąt ostrzenia ma największy wpływ, gdy spawanie jest wykonywane z prądem powyżej 50 A.
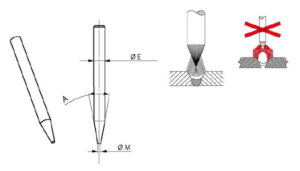
Płaska końcówka na krańcu elektrody jest ważna, ponieważ determinuje wybrany prąd zgodnie z gęstością. Zaostrzona elektroda zapewnia lepsze zapalanie łuku, lecz szybko niszczeje i powoduje inkluzje w rowku spawalniczym. Duża, płaska końcówka zapewnia większą trwałość elektrody, lecz jeśli jest zbyt duża, łuk może być niestabilny i ciężki do kierunkowania.
Dlatego też zaadaptowana płaska końcówka elektrody jest ważna, by zapewnić stabilny łuk, dobre przenoszenie elektronów oraz długą trwałość elektrody bez ryzyka powstawania inkluzji wolframowych.
| Grubość ścianki rury w mm | Prąd o wysokim natężeniu | Odległość w mm rura-elektroda | Płaska część |
| < 0,5 | <20 | 0,5 do 0,7 | 0,10 |
| 0,5 do 1 | 20 do 40 | 0,8 do 1,2 | 0,25 |
| 1,1 do 2 | 40 do 80 | 1,2 do 1,5 | 0;50 |
| 2 do 3 | 80 do 120 | 1,5 do 2 | 0,75 |
| > 3 | > 120 | > 2 | 1 |
Ważne: Dla rury o Ø > 50 mm, koncentryczność rury staje się mniej wyraźna. Z tego powodu powyższe wartości należy zwiększyć, aby uniknąć styczności pomiędzy rurą a elektrodą. W przypadku zastosowania drutu do spawania, należy dodać od 0,5 do 1,5 mm do powyższych wartości, zgodnie ze średnicą i prędkością podawania drutu.
 Ta odległość także jest istotna, ponieważ ma bezpośredni wpływ na szerokość spoiny poprzez zwiększenie napięcia łuku, oraz, przede wszystkim, współczynnika pomiędzy wewnętrzną a zewnętrzną częścią spoiny.
Ta odległość także jest istotna, ponieważ ma bezpośredni wpływ na szerokość spoiny poprzez zwiększenie napięcia łuku, oraz, przede wszystkim, współczynnika pomiędzy wewnętrzną a zewnętrzną częścią spoiny.
Patrz tabela powyżej.
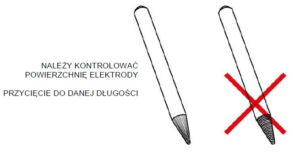 Aby zoptymalizować stabilność łuku, ostrzenie zawsze należy wykonywać wzdłużnie. Powierzchnia elektrody musi być wypolerowana, aby zwiększyć jej trwałość.
Aby zoptymalizować stabilność łuku, ostrzenie zawsze należy wykonywać wzdłużnie. Powierzchnia elektrody musi być wypolerowana, aby zwiększyć jej trwałość.
Ostrzenie prostopadle do osi jest niedopuszczalne, ponieważ będzie skutkować niestabilnym i błądzącym łukiem, wskutek czego powstaną niepewne wyniki spawania.
Nawet jeśli przyjmie się, że elektroda wolframowa jest nietopliwa przez cały okres jej użytkowania, nie są to elementy wieczne, bowiem ich trwałość zależy od warunków użytkowania. Aby zapewnić optymalną trwałość, należy uwzględnić następujące kwestie:
• Rodzaj wolframu zależnie od prądu stosowanego podczas spawania i zgodnie ze spawanymi materiałami
• Średnica i płaskie ostrzenie zgodnie z wykorzystywanym prądem spawania.
• Zapewnić okres gazu osłonowego przed i po spawaniu, a także przepływ gazu i jego indeks czystości.
• Jakość czyszczenia elementu obrabianego (brak oleju, tlenków, farby itp.)
• Należy wymienić elektrodę, jeśli górna część jest utleniona, zniekształcona, złamana lub wykrzywiona
Pierwszymi oznakami zużycia elektrody to: trudność w zapaleniu łuku, brak stabilności łuku, pływający słup łuku, tworzenie się łuków pasożytniczych…
ZAPAMIĘTAJ: NIGDY NIE TNIJ ELEKTRODY SZCZYPCAMI, BY REGULOWAĆ JEJ DŁUGOŚĆ! ZAWSZE NALEŻY OSTRZYĆ ELEKTRODĘ RÓWNOLEGLE DO OSI.
Aby dowiedzieć się więcej o elektrodach do spawania orbitalnego TIG , możesz przeczytać ten podręcznik!